

UV measurement for industrial printing
The curing of UV-reactive inks and coatings requires constant intensities, which are measured by inline or hand-held radiometers. UV measurement ensures the radiation intensity in industrial processes and thus guarantees reproducibility and process reliability in UV-based processes.
For UV measurement, a distinction must be made between 3D parts, flat substrates and flexible products, depending on the application and printing process:
In UV offset printing, the ink is cured directly after printing by UV radiation, which enables immediate further processing. Web offset systems usually require higher intensities and larger irradiation zones to ensure uniform results at high speeds.
UV letterpress printing uses raised printing plates with highly viscous UV inks that are cured by direct UV irradiation. Due to the punctual ink transfer and limited layer thickness, comparatively low UV doses are sufficient.
UV flexographic printing works with low-viscosity, fast-curing inks that are transferred to flexible printing plates. The thin ink layer allows very high printing speeds with short curing times.
In UV screen printing, pasty inks are pressed through fine mesh, resulting in thick layers of ink. Accordingly, high UV intensities and long exposure times are necessary to ensure complete curing - especially for dark or opaque colors.
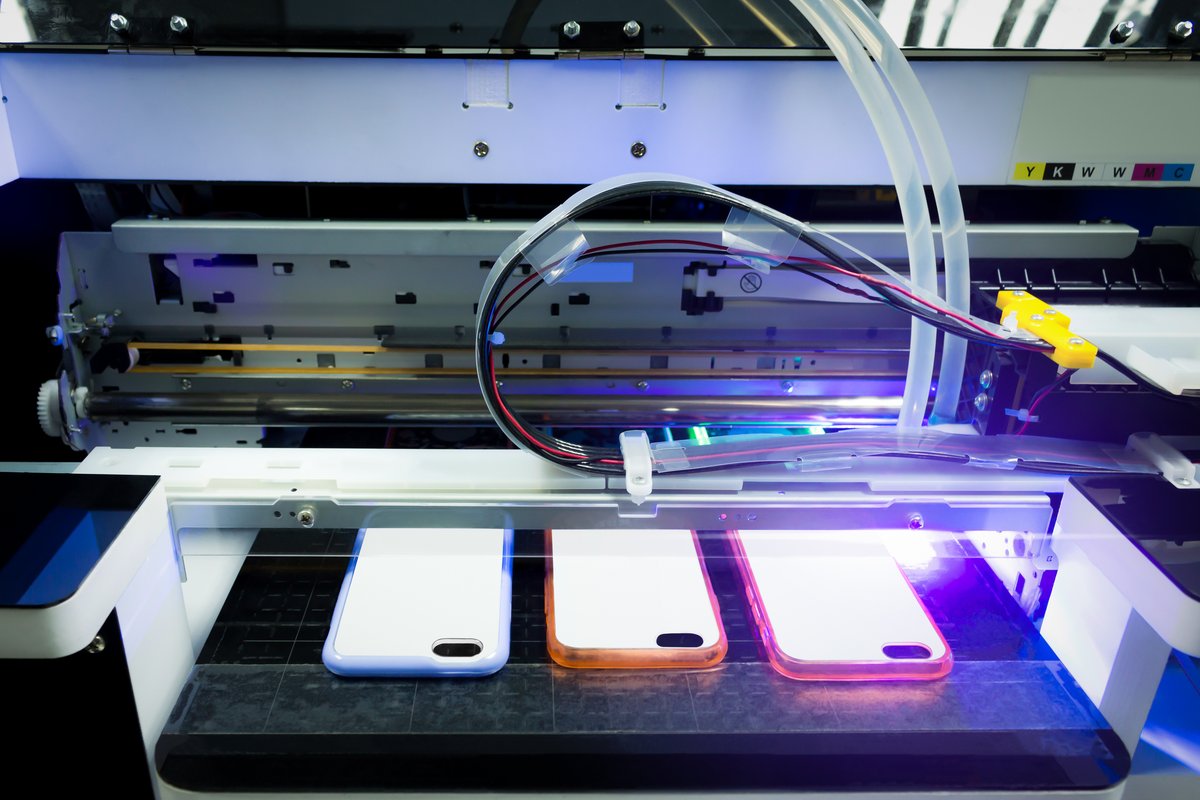
UV inkjet printing uses liquid inks that are immediately polymerized by UV LEDs or mercury lamps. Due to the droplet application and often low layer thickness, targeted, usually punctual UV irradiation with high precision is crucial.

Print and web speeds (also for UV measurement)
Typical printing and web speeds (in m/min) in comparison with the common printing processes:
- Web offset is the fastest traditional printing process (e.g. in newspaper printing).
- Flexographic printing offers maximum speed for flexible packaging and labels.
- Screen printing is significantly slower due to the process principle (mechanical ink application through mesh).
- Inkjet printing has caught up considerably thanks to single-pass systems in industrial applications.
- Today, letterpress printing is almost exclusively used in label printing and can be assigned to medium speed ranges.
The following table contains an overview of the typical ink properties, printing and web speeds (in m/min) and the UV dose/irradiance for the printing processes. The figures are industry-standard average values and depend heavily on machine type, substrate, drying technology and ink application.
| Printing process | Paint layer thickness | Viscosity of the paint | Intensity(mW/cm²) | UV dose requirement | Print speed [m/min] |
|---|---|---|---|---|---|
| Sheetfed/web offset | medium | medium | 500–4 000 | medium-high, mostly 200-600 mJ/cm² | 200-600 (web offset up to 1 000) |
| Letterpress printing | thin | high | 300–2 000 | Low,~100-300 mJ/cm² | 100–250 |
| Flexo printing | very thin | low | 1 000–3 000 | low-medium, 150-400 mJ/cm² | 300-800 (High-End bis >1 000) |
| Screen printing | dick | high | 800–3 500 | High, 300-800 mJ/cm² | 10-100 |
| Inkjet printing | very thin | low | 500–2 000 | Low,100-300 mJ/cm² | 100-300 (Industrial up to 600) |
| Label printing | thin | high | 800–2 500 | Low,100-300 mJ/cm² | variabel |
Substrate types in industrial UV printing
Flexible materials such as films, labels, flexible packaging, shrink sleeves, papers or thin plastic webs are typically processed using the following printing processes:
- Flexographic printing: frequently used for packaging films, bags, labels and corrugated cardboard coatings.
- Inkjet printing (roll-to-roll): for printable flexible media in label production and industrial marking.
- Web offset printing: for flexible webs with high print runs and speed.
These processes require UV systems that are adapted to low substrate thicknesses and dynamic material feed.
Solid, dimensionally stable substrates such as metal sheets, glass, wood, rigid plastics, cardboard or shaped objects (e.g. tubes, bottles) are preferably printed in the following areas:
- Screen printing: for rigid or shaped surfaces such as displays, advertising signs, glass.
- Letterpress printing: for labels on rigid substrates.
- Sheet-fed offset printing: for rigid cardboard, cartons, metal or plastic plates.
- Body printing: e.g. on bottles, cans, containers.
These substrates allow precise positioning of UV measuring devices and do not require any particular flexibility.


Suitability of different UV measurement methods for industrial applications
Different measurement methods are used depending on the substrate type, surface geometry and production environment. Two established approaches - color-changing dose measuring films and electronic UV measuring devices - have different strengths and limitations that need to be taken into account depending on the application.
Color-changing dose measurement foils:
These polymer-based films react to incident UV radiation with an irreversible color change that becomes more intense as the dose increases. They are particularly suitable for applications where conventional sensor technology reaches its limits - for example on flexible substrates such as films, paper or textiles, as well as on rotating, concave or difficult-to-access surfaces within moving production lines. Thanks to their low thickness and mechanical flexibility, they can be applied over large areas without disrupting the process. Limitations exist in the purely visual evaluation.
These films are particularly suitable for
- flexible substrates, as they are thin, pliable and can be applied over large areas.
- Rotating, irregular or difficult to access surfaces, e.g. in packaging webs
Limitation: No precise quantitative evaluation without special evaluation systems. Temperature and environmental influences can affect the reaction.
UV measuring devices (radiometers, sensors):
Electronic radiometers and sensor systems provide quantitative measurements of UV intensity and dose with high reproducibility. These systems are calibrated and traceable to national standards. They are suitable for stable processes with fixed substrates where the position of the sensor can be precisely defined. Areas of application include both stationary inline systems for process monitoring and mobile hand-held measuring devices for maintenance and quality assurance. The limitation of this technology lies in the limited range of applications with highly mobile substrates or in confined machine areas with restricted access.
Classic UV measuring systems are particularly suitable for
- solid materials with stable support and controlled position.
- inline measuring systems, hand-held measuring devices or for periodic system checks.
- Particularly indispensable for quality-critical applications.
Restriction: Limited use with strongly moving, flexible substrates or in narrow machine rooms without access.
UV measurement for solid substrates and 3D components
UV coatings on wood are used in the furniture, parquet and interior design industries and improve abrasion resistance, chemical resistance and gloss level. The challenge lies in the inhomogeneous surface structure, the absorbency of the substrate and the temperature behavior of natural materials. UV systems must therefore deliver the exact dose required without causing thermal damage or deformation. Several layers of coating (primer, intermediate and top coat) are often applied with coordinated UV curing. The substrate is large-format and non-flexible.
In 3D coating, spatially shaped objects (e.g. consumer goods, automotive parts) are coated with UV-curing coatings to achieve decorative and functional surface properties. The complex geometry requires precisely coordinated UV irradiation using multi-axis lamp arrangements or robotics with adapted irradiation characteristics. Shadow zones and reflections lead to uneven dose distribution, which is why UV measurement systems or simulation-supported UV layouts are required.
The substrates are three-dimensional and the distance to the UV lamp varies.
For solid substrates, standard measuring devices are suitable for UV measurement, while for three-dimensional products, customized UV measuring devices allow measurement directly on the surface.
Opsytec uses two proven radiometer designs to precisely determine UV irradiance and dose: the UV radiometer RMD and the highly dynamic conveyor belt radiometer curelog. The former allows flexible adaptation to different spectral ranges and application requirements thanks to interchangeable, calibrated sensors and supports dose measurement and recording over days. The curelog, on the other hand, offers exact measurements with sampling rates of up to 2,000 Hz in fast-cycling processes such as those found in continuous printing and curing systems. As a tape measuring device, it is compact and wireless.
The Opsytec portfolio also includes customized special solutions - such as inline and PLC-compatible sensors as well as special designs - which can be tailored precisely to the requirements of industrial UV processes. By adapting to the specific shape and application, UV measurement not only becomes more precise, but also closer to the process and reproducible.
A key advantage lies in the mechanical integration of the sensor into the respective production process. The diffuser - the radiation-sensitive entry surface - is designed in such a way that it lies flat and form-fit on the surface of the material to be irradiated. This ensures that:
- the measurement is carried out exactly in the relevant irradiation area,
- there are no deviations due to tilt angles, shadow zones or scattered light,
- the actual radiation dose at the material surface is recorded
- A realistic UV dose measurement is achieved even with complex irradiation (e.g. with curved surfaces).
Spectroradiometer and sensors for UV measurement



Radiometer RMD Pro

High dynamic & high-precision all-digital radiometer RMD Pro for irradiance and dose with 8 GB memory


Printing process and printing speed for solid materials
| Druckverfahren | Paint layer thickness | Viscosity of the paint | Intensity[mW/cm²] | UV dose requirement [mJ/cm²] | Print speed[m/min] |
|---|---|---|---|---|---|
| UV coating | medium-thick | medium-high | 1 000–3 000 | 300–700 | 1-100 (depending on geometry) |
| UV coatings on wood | medium-thick | high | 800–2 500 | 250–600 | 1-50 (depending on paint type) |
| 3D painting | variable (lokal dick) | medium-high | 1 000–3 500 | 300–800 | 1-30 (depending on geometry & robot) |
In industrial printing, specific types of lamps are used whose spectral emission is specifically tailored to the requirements of the respective curing process. Mercury vapor lamps with characteristic emission lines in the short-wave UV range, gallium-doped lamps for spectral expansion in the UVA spectrum and modern UV LED systems with a narrow spectral bandwidth and high energy efficiency are used. The choice of UV source depends on the chemical composition of the printing inks and coatings as well as on process-related parameters such as substrate, conveyor speed and energy input.
For the UV measurement, the type of lamp should be known and communicated to the calibration laboratory. The typical lamps are:
| Application | Medium pressure lamps | Metal halide lamps | UVLEDs | Excimer lamps | Low pressure lamps (Hg) |
|---|---|---|---|---|---|
| Sheetfed & web offset | ✔ | – | ✔ | ✔ | – |
| Metal printing | ✔ | ✔ | – | – | – |
| Letterpress printing | ✔ | – | ✔ | – | – |
| Screen printing | ✔ | ✔ | ✔ | – | – |
| Labels | ✔ | – | ✔ | – | – |
| Flexo printing | ✔ | – | ✔ | – | – |
| Wooden surface | ✔ | ✔ | ✔ | – | – |
| Inkjet | ✔ | – | ✔ | – | – |
| Adhesive cross-linking | ✔ | ✔ | ✔ | ✔ | – |
| Body pressure | ✔ | – | ✔ | – | – |
| Siliconization | ✔ | – | ✔ | – | – |
| 3D painting | ✔ | – | ✔ | - | – |
Legend / Lamp types in detail:
✔ = typically used
– = Not a common application
- Low-pressure lamp (low-pressure Hg): Emission primarily at 254 nm → Disinfection/sterilization.
- Medium-pressure Hg lamp: Broad spectrum with high output → classic lamps for offset printing, flexo printing and screen printing.
- Metal halide lamps Lamps: Mercury + metal halides (Fe, Ga etc.) → increases UV-A/B content for thick layers.
- UV LED: Monochromatic, efficient, ready to start immediately (365-405 nm). Ideal for temperature-sensitive processes.
- Excimer lamp: Quasi-monochromatic VUV/UVC (e.g. 222 nm, 308 nm) → matting, special polymerization.
